

钛合金焊丝
主要特点:钛合金的密度一般在4.51g/cm3左右,仅为钢的60%,纯钛的强度接近普通钢的强度,一些高强度钛合金超过了许多合金结构钢的强度。Ti-6Al-4V钛合金的耐热性、强度、塑性、韧性、成型性、可焊性、耐蚀性和生物相溶性均较好,成为钛合金工业中的***合金,该合金使用量已占全部钛合金的75%-85%。
产品规格
直径:1.0mm-6.0mm
焊丝表面清洁、无氧化色、无裂纹、起皮、起刺、斑痕和夹杂等
材质
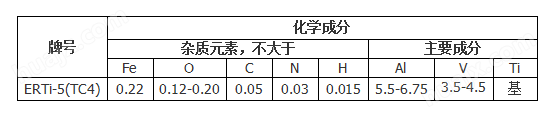
ERTi-5 (TC4 Ti-6Al-4V )
化学成分标准AWS A5.16
钛合金焊丝,是一种优良的结构材料,在航空、航天、火箭、人造卫星、造船、化工、冶金、重工企业等工业部门都有广泛应用,它具有优良的耐腐蚀性、高强度、小的密度及较好的耐热性和加工性能。
钛合金焊丝广泛应用于要求延性、成形性、可焊性的场合,如钛合金管道焊接。
注意事项:
1.应避免焊接过程中受大气污染。
2.焊前应采用化学方法清除工件、焊丝上面的油、水、氧化物等杂质。
3.焊接时应保护好填充丝端部,避免焊丝端部变色。

操作要领
1、手工氩弧焊时,焊丝与焊件间应尽量保持***小的夹角(10~15°)。焊丝沿着熔池前端平稳、均匀的送入熔池,不得将焊丝端部移出氩气保护区。
2、焊接时,焊枪基本不作横向摆动,当需要摆动时,频率要低,摆动幅度也不宜太大,以防止影响氩气的保护。
3、断弧及焊缝收尾时,要继续通氩气保护,直到焊缝及热影响区金属冷却到350℃以下时方可移开焊枪。


