 |
山东明基环保设备有限公司
主营产品: 一体化污水处理设备,加药装置,气浮机,消毒器,厌氧反应器等 |

6
联系电话
|
山东明基环保设备有限公司
主营产品: 一体化污水处理设备,加药装置,气浮机,消毒器,厌氧反应器等 |
联系电话
| 参考价 | ¥ 15000 |
| 订货量 | 1台 |
更新时间:2023-05-29 10:58:23浏览次数:211
联系我们时请说明是化工机械设备网上看到的信息,谢谢!
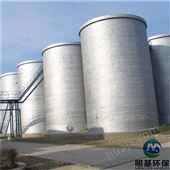
造纸IC厌氧反应器处理设备
IC厌氧反应器水封罐原理如下:密闭罐中原油沉降分离后的含硫化氢天然气通过水封罐管道进入水封罐的底部,通过底部筛管分散气流后进入水域空间,含硫化氢天然气从水域底部上升后聚集在水封罐的液体上部空间,当气体不断由液体中分离出来,在上部空间聚集形成一定压力后,由水封罐部出口管线排出燃烧。当发生回火时,水域成为含硫化氢天然气流程的隔断部分,能够效的保护罐,同时天然气通过水域空间时,一部分凝液被降温分离,在水域上部形成凝析液层,减缓了阻火器的堵塞情况。
厌氧生物处理的三个阶段是怎样的?
理论研究认为三个阶段,即厌氧消化过程分为水解发酵阶段、产乙酸产氢阶段、产甲烷阶段三部分。
水解发酵阶段和产乙酸产氢阶段又可合称为酸性发酵阶段。在这个阶段,污水中的复杂机物,在酸性腐化菌或产酸菌的下,分解成的机物,如机酸,醇类等,以及CO2、NH3和H2S等机物。由于机酸的积累,污水的pH值下降到6以下。此后,由于机酸和含氮化合物的分解,产生碳酸盐和氨等使酸性减退,pH值回升到6.6~6.8左右。
⑴ 水解酸化阶段。污水中复杂的大分子、不溶性的机物在细胞外酶的下水解为小分子、溶解性机物,然后渗入细胞体内,水解产生挥发性机酸、醇类及醛类等。
⑵ 产氢产乙酸阶段。在产氢产酸菌的下,各种机酸分解转化为乙酸、氢和二氧化碳。
⑶ 产甲烷阶段。产甲烷菌将乙酸、氢及二氧化碳转化为甲烷。

厌氧生物处理的影响因素哪些?
1)温度。存在两个不同的温度范围(55℃左右,35℃左右)。通常所称温厌氧消化和温厌氧消化即对应这两个温度范围。
2)pH值。厌氧消化pH值范围为6.8~7.2
3)机负荷。由于厌氧生物处理几乎对污水中的所机物都降解,因此讨论厌氧生物处理时,一般都以CODcr来研究,而不象氧生物处理那样必须以BOD5为依据。厌氧处理的机负荷通常以容积负荷和一定的CODcr率来表示。
4)营养物质。厌氧法中碳氮磷的比值控制在CODcr:N:P=(200~300):5:1即可。甲烷菌对硫化氢的需要量为11.5mg/L。时需补充某些必需的殊营养元素,甲烷菌对硫化物和磷专性需要,而铁、镍、锌、钴、钼等对甲烷菌激活。
5) 氧化还原电位。氧化还原电位可以表示水中的含氧浓度,非甲烷厌氧微生物可以在氧化还原电位小于+100mV的环境下生存,而适合产甲烷菌的氧化还原电位要于-150mV,在培养甲烷菌的初期,氧化还原电位要不于-330mV。
6)水力停留时间。水力停留时间对于厌氧工艺的影响主要是通过上流速度来表现出来的。一方,较的水流速度可以提污水系统内进水区的扰动性,从而增加生物污泥与进水机物之间的接触,提机物的率。另一方,为了维持系统中能拥足够多的污泥,上流速度又不能超过一定限值。
造纸IC厌氧反应器处理设备
厌氧消化系统正常运行时,ALK一般在1000~5000 mg/L(以CaCO3计)之间,值在2500~3500mg/L之间,VFA一般在50~2500mg/L之间,必须维持碱度和挥发酸浓度之间的平衡,使消化液pH保持在6.5~7.5的范围内。只要碱度和挥发酸浓度能保持平衡,当碱度超过4000mg/L时,即使VFA超过1200mg/L,系统也能正常运行。而碱度与酸度能保持平衡的主要标志就是VFA与ALK的比值保持在一定的范围内。VFA/ALK反应了厌氧处理系统内中间代谢产物的积累程度,正常运行的厌氧处理装置的VFA/ALK一般在0.3以下,如果VFA/ALK突然升,往往表明中间代谢产物不能被甲烷菌及时分解利用,即系统已出现异常,需要采取措施进行解决。如果VFA/ALK刚刚超过0.3,在一定时间内,还不至于导致pH值下降,还时间造成VFA/ALK升的原因和进行控制。如果VFA/ALK超过0.5,沼气中的CO2含量开始升,如果不及时采取措施予以控制,会很快导致pH值下降,使甲烷菌的受到抑制。此时应加入部分碱源,增加反应器内的碱度使pH值回升,为寻找确切的原因并采取控制措施时间。如果VFA/ALK超过0.8,厌氧反应器内pH值开始下降,沼气中甲烷的含量往往只42%~45%,沼气已不能燃烧。这时候必须向反应器内大量投入碱源,控制住pH值的下降并使之回升,如果pH值持续下降到5以下,甲烷菌将部失去活性,需要重新培养厌氧污泥。

使升流式厌氧反应器内出现颗粒污泥的方法哪几种?
UASB反应器运行成功的关键是具颗粒污泥,使UASB反应器内出现颗粒污泥的方法以下三种:
⑴ 直接接种法:从正在运行的其它UASB反应器中取出一定量的颗粒污泥直接投入新的UASB反应器后,由少到多逐步加大处理的污水水量,直到设计水量。这种方法反应器投产所需时间,但一般只在启动小UASB反应器采用这种方法。
⑵ 间接接种法:将取自正在运行的厌氧处理装置的厌氧活性污泥,如城市污水处理的消化污泥,投入UASB反应器后,创造厌氧微生物的生长条件,人工配制的、含适当营养成分的营养水进行培养,形成颗粒污泥后,再由少到多逐步加大被处理的污水水量,直到设计水量。
⑶ 直接培养法:将取自正在运行的厌氧处理装置的厌氧活性污泥,如城市污水处理的消化污泥,投入UASB反应器后,用被处理污水直接培养,形成颗粒污泥后,再逐步加大被处理的污水水量,直到设计水量。这种方法反应器投产所需时间较多,可长达3~4个月,大UASB反应器常采用这种方法。
我们公司将以对客户“良好的信誉,满意的服务"迎接挑战,我们以质优的产品,完善的服务来回报大家,更将“以质量求生存,以信誉求发展"的原则,竭诚欢迎新老客户前来洽谈业务,与有识之士一起双赢的目标,携手共创美好的明天!