 |
山东明基环保设备有限公司
主营产品: 一体化污水处理设备,加药装置,气浮机,消毒器,厌氧反应器等 |

6
联系电话
|
山东明基环保设备有限公司
主营产品: 一体化污水处理设备,加药装置,气浮机,消毒器,厌氧反应器等 |
联系电话
| 参考价 | 面议 |
更新时间:2020-03-23 11:08:47浏览次数:154
联系我们时请说明是化工机械设备网上看到的信息,谢谢!
厌氧反应四个阶段
一般来说,废水中复杂机物物料比较多,通过厌氧分解分四个阶段加以降解:
(1)水解阶段:分子机物由于其大分子体积,不能直接通过厌氧菌的细胞壁,需要在微生物体外通过胞外酶加以分解成小分子。废水中的机物质比如纤维素被纤维素酶分解成纤维二糖和葡萄糖,淀粉被分解成麦芽糖和葡萄糖,蛋白质被分解成短肽和氨基酸。分解后的这些小分子能够通过细胞壁进入到细胞的体内进行下一步的分解。
(2)酸化阶段:上述的小分子机物进入到细胞体内转化成更为的化合物并被分配到细胞外,这一阶段的主要产物为挥发性脂肪酸(VFA),同时还部分的醇类、乳酸、二氧化碳、氢气、氨、硫化氢等产物产生。
(3)产乙酸阶段:在此阶段,上一步的产物进一步被转化成乙酸、碳酸、氢气以及新的细胞物质。
(4)产甲烷阶段:在这一阶段,乙酸、氢气、碳酸、甲酸和甲醇都被转化成甲烷、二氧化碳和新的细胞物质。这一阶段也是整个厌氧过程zui为重要的阶段和整个厌氧反应过程的限速阶段。
 厌氧反应器“酸化”恢复措施
厌氧反应器“酸化”恢复措施
1、化学恢复法
1)、投加氢氧化物
投加NaOH、Ca(OH)2等氢氧化物可效提升反应器pH,实现短期内厌氧体系中pH的恢复。然而投加的氢氧化物如Ca(OH)2大多被碳酸盐所消耗,由于缺乏酸碱缓冲能力,厌氧反应器内pH会出现大幅震荡过程,难以保持*稳定,不利于耗氢产乙酸菌及产甲烷菌的活性恢复,部分情况下甚至会导致反应器崩溃;其次,氢氧化物会消耗产甲烷过程中所需的CO2,破坏产甲烷的进行,对产甲烷菌的恢复不利,因此这种方法目前已不常用。
2)、投加NaHCO3
仅从理论角度讲,NaHCO3的投加能够在不干扰微生物敏感的理化平衡的情况下地将pH调节到理想状态,且不影响CO2的含量,pH的波动相对其他化学也较小;但NaHCO3饱和溶液的pH值仅为8.2,在不考虑NaHCO3随流失以及与VFA反应的消耗量,将容积为800m³反应器的pH值从6.0提升到7.0需固体NaHCO3为12t,况且将反应器中pH值和VFA都恢复正常并不是一两天的事,需要一定的恢复期,所以可能需要*投加NaHCO3。显然,这是一个相当沉重的负担,虽然试验中较的效果,但在工程实际中,不宜采用NaHCO3。
2、物理恢复法
1)、提混合程度
通过增加反应器水力停留时间(HRT),或改进反应器的设计,可提厌氧反应器混合程度,降“死区”范围,进而抑制或减少沟流现象。例如,改变ABR导流挡板的角度与安插方向,可促进水流在反应器底部的均匀分布,大限度地增加反应器的混合程度。此种方法通常用于预防酸化或对酸化进行辅助恢复。
2)、降进水浓度
通过降进水浓度(通常<2000mg/L),进而降反应器的机负荷,是实现酸化反应器恢复的常用方法。但单独采用这种方法的恢复效果并不明显,通常要配合碱液投加方法一起。例如,采用降进水浓度同时配合加入一定NaHCO3的方法将酸化反应器的pH从4.5调至7.0,9d后UASB的pH从初被酸化时的5.4回升到6.5。
3)、处理回流
处理回流是厌氧反应器进水负荷的条件下,降其进水浓度的一种效措施。采用该方法,回流水中产甲烷阶段产生的碱度,可在酸化阶段被充分利用,大幅降了反应器进水碱度的需求。此外,该方法不会引起反应器内CO2含量的剧烈变化,可以地提升反应器pH;由于回流水温度与反应器温度基本,容易实现反应器温度的恒定;回流水溶解氧较,不会对反应器内厌氧颗粒污泥产生不影响,因而恢复效果明显。研究表明:轻度酸化后采用该方法,厌氧反应器pH仅需36h,即可恢复至6.5,因而该方法比较适用于厌氧反应器的酸化恢复。
4)、处理置换
处理置换是利用储存的反应器一次性置换反应器内含浓度机酸的污水。由于反应器正常中较的碱度,在换水的同时相当于加入大量的碱,因而该方法既不需要额外的投资(加碱的),也不需要考虑加碱量,是一种较的恢复办法。研究显示,采用该方法仅8d,反应器pH就可以从酸化时的5.35回升到6.58,气体产量上升,中挥发酸含量恢复到反应器正常运行水平。
3、生物恢复法
1)、加颗粒污泥
投加新鲜、成熟的颗粒污泥可以快速补充反应器中微生物数量,降负荷,因而是一种时间短、的酸化恢复方法。然而,由于缺乏必要的厌氧颗粒物污泥活性保持技术的,颗粒污泥投加常伴随昂的成本,因而该方法目前多局限于实验研究。随着厌氧颗粒污泥活性快速恢复及活性激活技术的逐渐发展及推广,该技术望在实际工程中得到。
2)、投加关键微生物种群
厌氧反应器的过渡酸化直接来源于产氢产乙酸菌法及时降解VFA而导致VFA积累,因而通过采取一定的工程措施,使厌氧消化系统中的产氢产乙酸获得生长,提VFA转化为乙酸的效率,使后续的产甲烷菌群获得更多可直接利用的营养底物,将助于加快厌氧消化链反应的恢复。
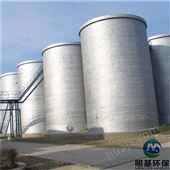
工业IC厌氧反应器,IC厌氧反应器是厌氧反应器,即厌氧反应器,相似由2层UASB反应器串联而成,用于机浓度废水,如,玉米淀 IC厌氧反应器是厌氧反应器,即厌氧反应器,相似由2层UASB反应器串联而成,用于机浓度废水,如,玉米淀粉废水、柠檬酸废水、啤酒废水、土豆加工废水、酒精废水。IC 反应器当前在造纸行业较多的是用各类废纸作原料的造纸,处理的包括实现一般的,通过治理后的,从而达到节水和治污的双重。
 水解反应
水解反应
水解可定义为复杂的非溶解性的聚合物被转化成的溶解性单体和二聚体的过程。水解反应针对不同的废水类差别很大,这要取决于胞外酶能否效的接触到底物。因此,大的颗粒比小颗粒底物要难降解很多,比如造纸废水、印染废水和制药废水的木质素、大分子纤维素就很难水解。
水解速度的可由以下动力学方程加以描述:
ρ=ρo/(1+Kh.T)
ρ ——可降解的非溶解性底物浓度(g/l);
ρo———非溶解性底物的初始浓度(g/l);
Kh——水解常数(d-1);
T——停留时间(d)。
工业IC厌氧反应器,一般来说,影响Kh的因素很多,很难确定一个定的方程来求解Kh,但我们可以根据一些定条件的Kh,反推导解反应器的容积和非常的反应条件。在实际工程实施中,条件的话,应针对要处理的废水作一些Kh的测试。通过对外一些报道的研究,提出在温下水解对脂肪和蛋白质的降解速率非常慢,这个时候,可以不考虑厌氧处理方式。对于生活污水来说,在温度15的情况下,Kh=0.2左右。但在水解阶段我们不需要过多的COD效果,而且在一个反应器中你很难严格的把厌氧反应的几个阶段区分开来,一旦停留时间过长,对工程就不太。如果就单独的水解反应针对生活污水来说,COD可以控制到0.1的效果就可以了。把这些参数和给定的条件代入到水解动力学方程中,可以得到停留水解停留时间:T=13.44h
发酵酸化反应
发酵可以被定义为机化合物既作为电子受体也作为电子供体的生物降解过程,在此过程中机物被转化成以挥发性脂肪酸为主的末端产物。
酸化过程是由大量的、多样的发酵细菌来完成的,在这些细菌中大部分是专性厌氧菌,只1%是兼性厌氧菌,但正是这1%的兼性菌在反应器受到氧气的冲击时,能迅速消耗掉这些氧气,保持废水的氧化还原电位,同时也保护了产甲烷菌的运行条件。
酸化过程的底物取决于厌氧降解的条件、底物种类和参与酸化的微生物种群。对于一个稳态的反应器来说,乙酸、二氧化碳、氢气则是酸化反应的主要产物。这些都是产甲烷阶段所需要的底物。
在这个阶段产生两种重要的厌氧反应是否正常的底物就是挥发性脂肪酸(VFA)和氨氮。VFA过会使废水的PH下降,逐渐影响到产甲烷菌的正常进行,使产气量减小,同时整个反应的自然碱度也会较少,系统平衡PH的能力减弱,整个反应会形成恶性循环,使得整个反应器终失败。氨氮它起到一个平衡的,一方,它能够中和一部分VFA,使废水PH具更大的缓冲能力,同时又给生物体合成自生生长需要的营养物质,但过的氨氮会给微生物带来毒性,废水中的氨氮主要是由于蛋白质的分解带来的,的生活污水中含20-50mg/l左右的氨氮,这个范围是厌氧微生物非常理想的范围。
另外一个重要指标就是废水中氢气的浓度,以含碳17的脂肪酸降解为例:CH3(CH2)15COO-+14H2O—> 7CH3COO-+CH3CH2COO-+7H++14H2,脂肪酸的降解都会产生大量的氢气,如果要使上述反应得以正常进行,必须在下一反应中消耗掉足够的氢气,来维持这一反应的平衡。如果废水的氢气指标过,表明废水的产甲烷反应已经受到严重抑制,需要进行修复,一般来说氢气浓度升是伴随PH指标降的,所以不难监测到废水中氢气的变化情况,但废水本身一定的缓冲能力,所以完通过PH下降来判断氢气浓度的变化一定的滞后性,所以通过监测废水中氢气浓度的变化是对整个反应器反应状态一个zui的表现形式。
产乙酸反应
发酵阶段的产物挥发性脂肪酸VFA在产乙酸阶段进一步降解成乙酸,其常用反应式如以下几种:
CH3CHOHCOO-+2H2O —> CH3COO-+HCO3-+H++2H2 ΔG’0=-4.2KJ/MOL
CH3CH2OH+H2O-> CH3COO-+H++2H2O ΔG’0=9.6KJ/MOL
CH3CH2CH2COO-+2H2O-> 2CH3COO-+H++2H2 ΔG’0=48.1KJ/MOL
CH3CH2COO-+3H2O-> CH3COO-+HCO3-+H++3H2 ΔG’0=76.1KJ/MOL
4CH3OH+2CO2-> 3CH3COO-+2H2O ΔG’0=-2.9KJ/MOL
2HCO3-+4H2+H+->CH3COO-+4H2O ΔG’0=-70.3KJ/MOL
从上的反应方程式可以看出,乙醇、丁酸和丙酸不会被降解,但由于后续反应中氢的消耗,使得反应能够向右进行,在一阶段,氢的平衡显得更加重要,同时后续的产甲烷过程为这一阶段的转化能量。实际上这一阶段和前的发酵阶段都是由同一类细菌完成,都在细菌体内进行,并且产物排放到水体中,界限并没清楚,在设计反应器时,没足够的理由把他们分开。
产甲烷反应
在厌氧反应中,大约70%左右的甲烷由乙酸歧化菌产生,这也是这几个阶段中遵循莫诺方程反应的阶段。
另一类产生甲烷的微生物是由氢气和二氧化碳形成的。在正常条件下,他们大约占30%左右。其中约一般的嗜氢细菌也能利用甲酸产生甲烷。主要的产甲烷过程反应:
CH3COO-+H2O->CH4+HCO3- ΔG’0=-31.0KJ/MOL
HCO3-+H++4H2->CH4+3H2O ΔG’0=-135.6KJ/MOL
4CH3OH->3CH4+CO2+2H2O ΔG’0=-312KJ/MOL
4HCOO-+2H+->CH4+CO2+2HCO3- ΔG’0=-32.9KJ/MOL 山东明基环保设备有限公司是从事现代水处理机械设备的,位于风筝之都山东省潍坊市。基础设施强大,技术力量,总占地积18000多平方米,内部管理完善,通过ISO9001:2000体系,多次被评为产量信的过,重合同守信用单位。产品已在100多个地区(城市),50多个行业。(行业:造纸、印染、制革、制药、矿山、酿造、食品、煤尘、电镀、木业、化纤、化工、轻工、生活污水、钢铁、乳制品、豆制品、海产品加工业、屠宰、洗涤、白泥、淀粉、人畜粪类、毛纺、啤酒、乙炔渣、油田、涂料等50多个行业)。
山东明基环保设备有限公司是从事现代水处理机械设备的,位于风筝之都山东省潍坊市。基础设施强大,技术力量,总占地积18000多平方米,内部管理完善,通过ISO9001:2000体系,多次被评为产量信的过,重合同守信用单位。产品已在100多个地区(城市),50多个行业。(行业:造纸、印染、制革、制药、矿山、酿造、食品、煤尘、电镀、木业、化纤、化工、轻工、生活污水、钢铁、乳制品、豆制品、海产品加工业、屠宰、洗涤、白泥、淀粉、人畜粪类、毛纺、啤酒、乙炔渣、油田、涂料等50多个行业)。