粉碎设备 混合设备 分离设备 浓缩结晶设备 传质设备 干燥设备 反应设备 换热设备 制冷设备 空分设备 储存设备 锅炉|加热设备 包装机械 输送设备 化工实验室设备
瑞戈(上海)实业有限公司

瑞戈(上海)实业有限公司
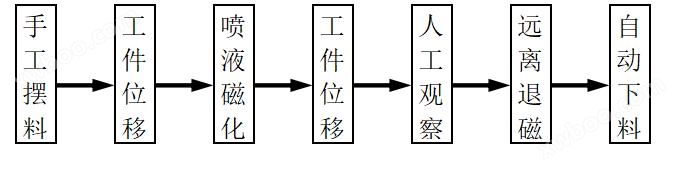
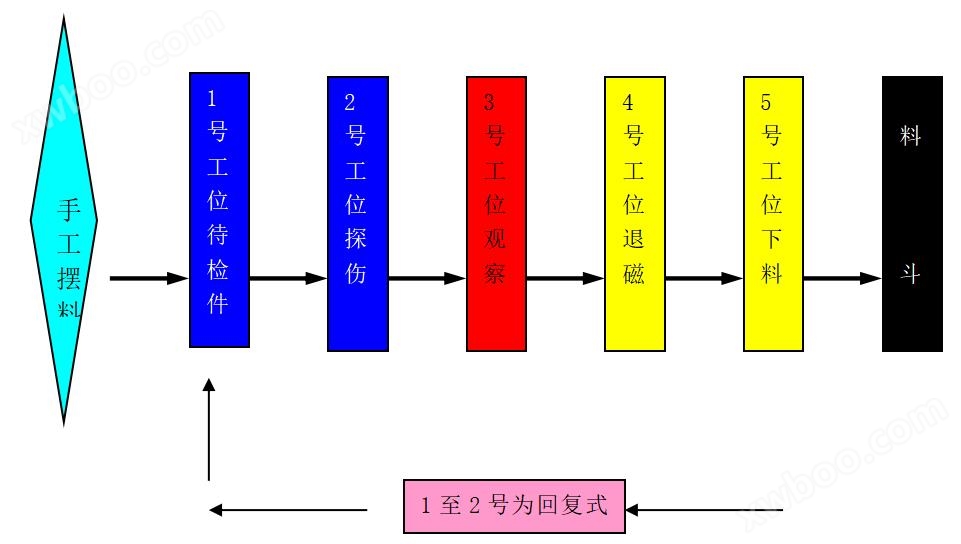
螺栓荧光磁粉探伤机一、设计制定标准:1.1设备型号:CTW-2000A型螺栓荧光磁粉探伤线;1.2本机设计制定执行《JB/T8290-2011磁粉探伤机》和《GB/T15822-2005无损检测磁粉检测》标准;1.3ISO9001国际质量体系认证标准


| 壁厚 直径 | 长 度 | |
| 最小 | ||
| 8mm | 100mm | -- |
| 序号 | 名 称 | 型 号 | 数量 | 生 产 单 位 |
| 1 | 可编程控制器 | CP1E | 1台 | 欧姆龙 |
| 2 | 触发模块 | SCJKKE/380 | 2块 | 韩国元器件(本司组焊) |
| 3 | 交流接触器 | CJ20-100 | 1只 | 德力西 |
| 4 | 接触器式继电器 | MY2NJ | 一批 | 欧姆龙 |
| 5 | 高分小型断路器 | DZ47 | 一批 | 德力西 |
| 6 | 互感器 | 2000/5A | 2只 | 德力西 |
| 7 | 快熔 | 100A/630V | 1只 | 德力西 |
| 8 | 电流表 | 4000/5A | 2只 | 人民电器 |
| 9 | 可控硅(配散热器) | KP100/1600V | 四套 | 上整 |
| 10 | 紫外线灯 | ZG-108P | 1套 | 进口灯管组装 |
| 11 | 主变压器 | 2000A 、2000B | 各1台 | 本司自制 |
| 12 | 气动元件 | 4V210 | 一批 | 亚德客 |
| 13 | 控制按钮及开关 | ZB2-BE | 一批 | 施耐德 |
| 14 | 广角喷头 | 各种型号 | 一批 | 喷雾公司 |
| 15 | 其它从略 |


您感兴趣的产品PRODUCTS YOU ARE INTERESTED IN





化工机械设备网 设计制作,未经允许翻录必究 .
请输入账号
请输入密码
请输验证码







