 化工机械设备网
化工机械设备网









详细介绍
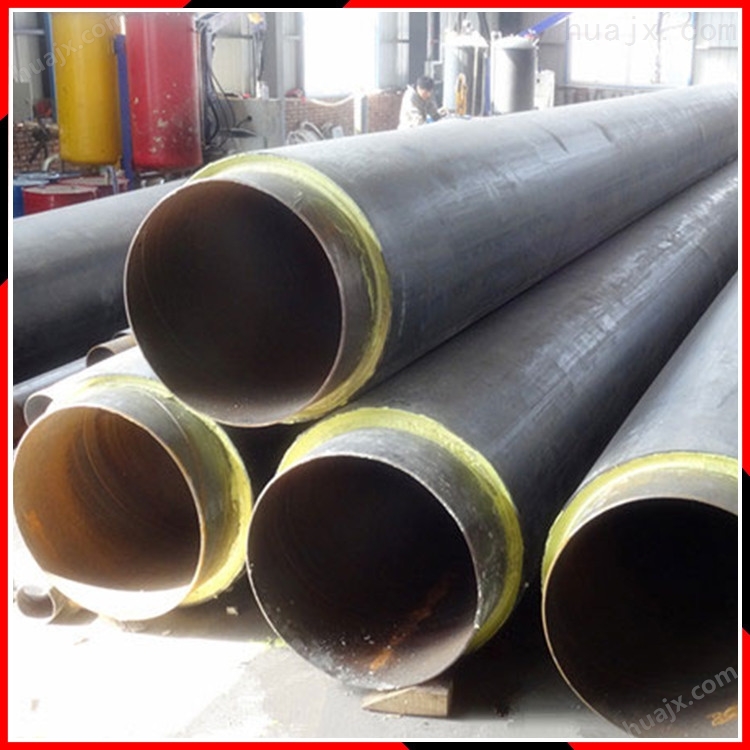
聚氨酯直埋保温管点焊后经检查调直无偏差时再进行正式焊接。管子在焊接时应垫牢,凡是可以转动的管子都应采用转动焊接,以减少固定焊接中的仰焊,这样可以提高焊接速度和保证焊接质量。对于壁厚小于6㎜的管道,可用底层和加强层两层焊接;管壁厚度6㎜以上时应用增加中间层的三层焊接。多层焊缝的焊接起点应相互错开30~40㎜,每层焊缝厚度不超过3~4㎜,两相邻管道的焊缝间距应大于管径,且不得小于200㎜。焊缝距弯管起弯点不应小于管子外径,且不得小于100㎜。焊接完毕应自然冷却,不得用水骤冷。焊缝表面应平整,宽度、高度均匀*,并有完整的加强面。焊缝高度不得大于该管道壁厚的30%,且小于或等于5㎜;焊缝宽度应焊出坡口边缘2~3㎜。焊缝所在处不得开孔或安装分支连接管,焊缝及热影响区表面应无气孔、夹渣、未熔合、未焊透、弧坑、裂纹、咬边等缺陷。

聚氨酯直埋保温管下管前应仔细检查,检查外层玻璃钢有无裂纹或划伤,管端防雨帽是否遭破坏,如有问题,须处理合格后方可下管。直埋管下管时、应采用吊装布带、不得用吊钩直接吊管口,也不得将钢丝绳直接捆在玻璃钢上:下管应轻起轻落,避免破坏玻璃钢及两端防雨帽。直埋保温钢管的接管顺序直埋保温钢管的接管顺序应从直埋管固定墩向两侧波纹管补偿器小室依次安装,或从一个小室向另一个小室依次安装、这样、可将小室内两波纹管补偿器之间的短管(非直埋管)做为*交装的管段.以避免因生产‘安装误差而造成对直埋管的切割。标高的控制应测量焊口处工作钢管的标高。因为工作钢管与外套钢管及直埋管保温外壁有加工的同轴度或厚度误差,只有侧量工作钢管的标高才能反映实际情况,控制安装质量。直埋保温管管底标高应作为下管前沟底标高的控制尺寸。

保温管原料端来看,整体涨跌稳互现。其中生铁市场稳中下行,跌幅在50-100元。因下游需求低迷,铁厂出货不畅,随焦炭回调,成本支撑减弱,为促进出货高价资源向低位靠拢。据悉部分地区焦炭开始第二轮降价,且生铁需求低迷,商家心态偏弱,短期生铁偏弱运行。唐山钢坯价格偏强运行,整体成交表现一般偏好,目前唐山及昌黎主流钢厂报3620元/吨,含税出厂。唐山钢坯市场直发含税成交尚可,现货低位成交一般,高位成交显乏力。钢市大环境来看,目前想*,需求不好,大幅*困难;想跌价,库存水平不高,大幅跌价的基础不具备。所以,本周期螺整体走势区间震荡,属于上有压力、下有支撑,涨跌两难的状态。金融市场的不确定性将加大。不过,唐山钢铁行业明显受益环保约束下的供给收缩,将很大程度上规避钢市大幅下降的风险。受益于接踵而至的环保政策,唐山钢市底气仍存。
 化工机械设备网
化工机械设备网