 化工机械设备网
化工机械设备网







详细介绍
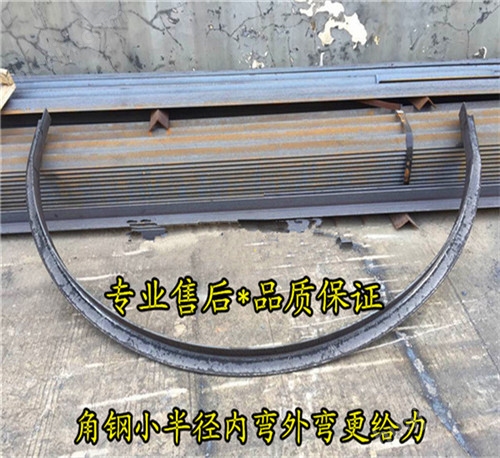
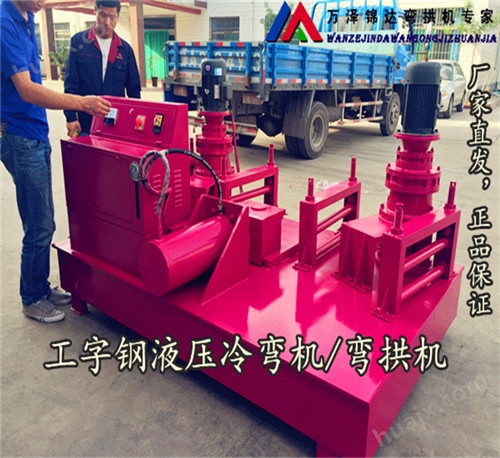
山东菏泽圆管液压系统工字钢冷弯机
结构组成
液压冷弯供机由两套主电机及减速器组,主动滚轮。被动滚轮及油泵电机,齿轮泵,溢流阀,电磁转向阀工作没缸组成的液压工作站等部件组成。
工作原理
将工字钢放在冷弯机上,与减速带动的滚轮接触后,将压紧手柄进给锁紧,启动电机油泵组,由电动油泵输出的高压溢流阀(可调整所有压力),进入集成块到电缆阀,有电液阀和动点开关(点进,点退)控制油缸工作,工作油缸推进,将工字钢与三个支撑游轮压紧并为发生弯曲变形是时开始计算,油缸推进的长度进程为10mm-15mm,开主电机带动工字钢工作,反复操作,达到所需为止。
山东菏泽圆管液压系统工字钢冷弯机
弯拱机参数
小的弯曲半径 1.5m
油缸推进速度 8-15mm/s
主动滚轮转速 7-10r/mi
液压系统压力 25Mpa
总功率 8.4KW
整机重量 2380Kg
外形尺寸 2.4m×1.5m×1.4m

使用须知:
1. 设备安装在坚硬的基础面上,找正,以进给导轨面处于水平位置为准。
2. 工字钢必须在水平的工作台上(带有滚动的工作台)工作。
使用前必须加油(减速器加30#机油,油箱加46#液压油,以后定期更换新油
试机
为保证工作顺利,在开始工作前一定要把机器调试好
1.检查电源是否正常。
2.检查电机油泵组是否正转。
3.将压力表开关打开,溢流阀调压手轮松开。
4.点动电机,检查旋转方向是否正确。
5.检查电液阀和点动开关是否正常。
6.一切准备工作无误后,启动电机,将油压调制10Mpa,试运行三分钟左右,如果运转正常,准备正式工作。
 化工机械设备网
化工机械设备网