 化工机械设备网
化工机械设备网







详细介绍
营口西门子直流调速器代理商 营口西门子直流调速器代理商
上海庆惜自动化设备有限公司本着 “以人为本、科技先导、顾客满意、持续改进”的工作方针,致力于工业自动化控制领域的产品开发、工程配套和系统集成,拥有丰富的自动化产品的应用和实践经验以及雄厚的技术力量,尤其以PLC复杂控制系统、传动技术应用、伺服控制系统、数控备品备件、人机界面及网络/软件应用为公司的技术特长,几年来,上海庆惜公司在与德国 SIEMENS公司自动化与驱动部门的*紧密合作过程,建立了良好的相互协作关系,在可编程控制器、交直流传动装置方面的业务逐年成倍增长,为广大用户提供了SIEMENS的新技术及自动控制的解决方案。
公司主营产品如下:
1、S7-300系列:电源模块 CPU模块 扩展模块 通讯模块 MMC内存卡 导轨2、S7-200系列:S7-200CPU模块,EM221 EM222 EM223 EM231 EM232 编程/通讯电缆,PC/PPI3、西门子附件:PROFIBUS通讯电缆 DP接头 CP网卡 网络交换机 西门子电池4、触摸屏系列:TP177,MP277 MP377 SMART700 SMART1000 文本显示器5、变频器系列:MM420 MM430 MM440 ET200接口模块等一系列工业自动化产品。
【信誉、诚信交易】【*销售、安全稳定】
【称心满意、服务动力】【真诚面对、沟通无限】
【服务、一诺千金】【质量承诺、客户满意】
西门子PLC控制器CPU315-2PN/DP ,西门子PLC控制器CPU315-2PN/DP , 通过 IM 360/361 扩展: ,虽然带有 STEP 7 的编程器/PC 或 OP 是总线上的主站,但是只使用 MPI 能,另外通过 PROFIBUS DP 也可部分提供 OP ,接口模块 (IM),用于多层配置时连接*控制器 (CC) 和扩展装置 (EU)。 , ,西门子S7-300FM352电子凸轮控制器 ,西门子PLCS7-1200模块 ,西门子存储卡RAM,16 MB
本公司优势产品西门子S7-200/300/400/1200/6EP/6AV/6GK/ET200/6SE变频器/DP电缆/DP接头/触摸屏/变频器/数控伺服备件全系列产品。

西门子PLC模块销售公司 西门子代理商 S7-200、S7-1200、S7-300、S7-400、ET-200 * 现货销售
易操作PLC有较高的易操作性。它具有编程简单,操作方便,维修容易等特点,一般不容易发生操作的错误。对PLC的操作包括程序输入和程序更改的操作。程序的输入直接可接显示,更改程序的操作也可以直接根据所需要的地址编号或接点号进行搜索或程序寻找,然后进行更改。PLC有多种程序设计语言可供使用。用于梯形图与电气原理图较为接近。容易掌握和理解。PLC具有的自诊断能对维修人员维修技能的要求降低。当系统发生故障

为了确保生产装置的人员和设备安全、保证装置在事故情况下的安全联锁和紧急停车,避免灾难性事故的发生,项目采用SIS系统对重要装置进行保护,并与DCS系统一体化集成。西门子的SIS系统选用具有冗余容错性的SIMATIC S7-400FH控制器,内置*冗余设计及自诊断功能,能对内部及外部的故障进行快速而有效的诊断,通过不同的模块冗余(FMR)方式,对现场仪表和执行装置进行单模块、双模块和三重化模块配置,完成IEC61511安全规范规定中的安全仪表功能。这样SIMATIC PCS 7与S7-400FH系统将基本过程控制系统与安全仪表系统*整合在一起,这样既可以减少投资,又可简化系统设计、开发与维护工作,且能更好地满足安全标准规定的等级要求。
上位机系统采用客户机/服务器结构,其中客户机用于对现场控制设备的和操作,服务器可完成生产过程的数据记录与归档。操作员站、工程师站和自动化系统站与控制系统之间采用西门子SIMATIC NET冗余光纤环网作为通讯网络,通信速率高达1Gbps,有效保证了海量数据高速传输的需求,在环型网络的某一个节点出现故障时,环形网络会在0.3秒内重建通讯通道。
西门子公司提供的高可靠性并且灵活易用的控制系统已经帮助抚顺石化的常减压蒸馏、延迟焦化等装置陆续投入生产,产品收率、质量均达到设计值,确保工厂可靠、稳定运行。
过程仪表遍布生产流程
控制系统犹如工厂中的“神经中枢”,管理着生产过程中的每一个环节。而过程中配备的每一个自动化过程仪表,担负着数据采集等工作。自动化过程仪表遍布在生产过程中,就好比是生产过程中的“手足”。自动化过程仪表的性能优劣对生产过程具有决定性的影响。好的过程仪表,将为企业带来更多的收获与惊喜。
项目总共使用了SIPART PS2智能电气阀门定位器4000台,此外还使用了全集成过程仪表,包括温度变送器模块SITRANS TH300,雷达物位计SITRANS LR460,音叉物位开关SITRANS LVS200和音叉液位开关SITRANS LVL200,超声波流量计SITRANS FUS。这些过程仪表在变温控温、流量监测、过程控制中扮演者不可替代的角色,为企业节约了成本,降低了能耗,实现了项目运行轻松无忧。
以自动化过程仪表中广泛使用的阀门定位器为例。在“千万吨炼油,百万吨乙烯”项目中,使用的阀门有数千个,而每一个阀门都要安装与之配套的阀门定位器。由于阀门定位器以仪表空气为动力源,在使用过程中消耗大量的仪表空气。数千阀门定位器的仪表空气消耗对于企业来说是一笔不小的开支。因此,抚顺石化方面希望使用的阀门定位器,在保证设备运行稳定、可靠的同时,具有良好的节能减排的性能,大限度的节约成本。
作为在智能阀门定位器市场占有主导地位的自动化过程仪表供应商,西门子的SIPART PS2智能电气阀门定位器正是为实现该目的,量身定做的自动化过程仪表。

图2:项目中使用的SIPART PS2智能电气阀门定位器
SIPART PS2阀门定位器是由西门子公司开发研制的智能阀门定位器,在节能方面具有良好的口碑。SIPART PS2阀门定位器与传统的电气阀门定位器相比,是一款可以实现节能减排的自动化过程仪表,并且具有性能可靠、操作便捷等优势。传统的阀门定位器采用喷嘴--挡板结构,在稳态时,喷嘴挡板结构中的喷嘴仍然在排气状态,会消耗大量的仪表空气;而西门子SIPART PS2阀门定位器采用压电阀结构,在稳态时,关闭压电阀,其仪表空气的消耗量基本为零。这一技术将使得作为阀门定位器动力源的仪表空气的消耗大大减少,从根本上解决了仪表空气能耗的问题,实现了企业提出的节约成本的目标。
西门子SIPART PS2智能电气阀门定位器可以对阀门进行预防性维护,通过检测阀门各项参数并实时提供数据,通过自动控制系统的处理器进行数据处理后,报告阀门工作状态,工作人员根据处理后的数据可以对阀门工作是否正常做出判断,以实现对阀门的预防性维护,大大减少了不必要的定期维护,为企业节约了人力物力,降低了成本。

图3:西门子SIPART PS2三级报警状态监测
根据统计,西门子的SIPART PS2智能电气阀门定位器在仪表空气支出这一项可以为抚顺炼油和化工项目节约400多万元,节能率超过了95%,圆满的解决了抚顺石化的节能问题。
一体化过程控制系统助企业腾飞
随着能源成本的不断提升,越来越多的企业把目光投向了自动化控制系统,利用*的过程集成技术来实现优化管理,降低运营成本。在抚顺石化“千万吨炼油,百万吨乙烯”项目中,一方面,大型项目的高效运行离不开自动化控制系统;另一方面,企业希望通过在集成自动化方面的投入,实现节约项目整体运行成本的目的。在双方的通力打造之下,使得这一联合炼油厂成为世界上采用 SIMATIC PCS 7 作为主自动化系统的大型集成式炼油及乙烯工厂。
西门子以其*的自动化理念,形成完整解决方案,并且配备以高效稳定、节能降耗的自动化过程仪表,从整体性角度解决用户的系统性问题。可以说通过西门子控制系统,被集成的不仅仅是兼具模块化和扩展性的执行器、传感器和控制器等产品,还包括从工业流程、工程组态到生产线运行的集成,以及企业中所有自动化组件的无缝协同,必将成为企业的优秀选择。
1.控制系统原理
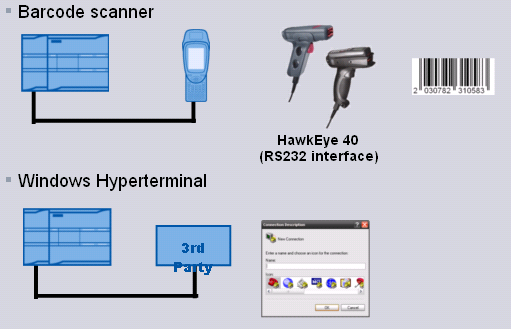
图1:控制系统原理2.硬件需求
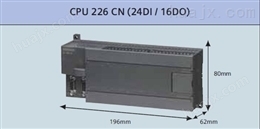
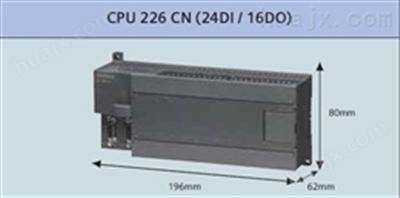
S7-1200 PLC目前有3种类型的CPU:
1)S7-1211C CPU。
2)S7-1212C CPU。
3)S7-1214C CPU。
这三种类型的CPU都可以连接三个串口通信模版。
本例中使用的PLC硬件为:
1)PM1207电源 ( 6EP1 332-1SH71 )
2) S7-1214C ( 6ES7 214 -1BE30 -0XB0 )
3) CM1241 RS232 ( 6ES7 241 -1AH30 -0XB0 )3.软件需求
1) 编程软件 Step7 Basic V10.5 ( 6ES7 822-0AA0-0YA0)
4.组态
我们通过下述的实际操作来介绍如何在Step7 Basic V10.5 中组态S7-1214C 和超级终端通信。
点击桌面上的“Totally Integrated Automation Portal V10”图标,打开如下图:
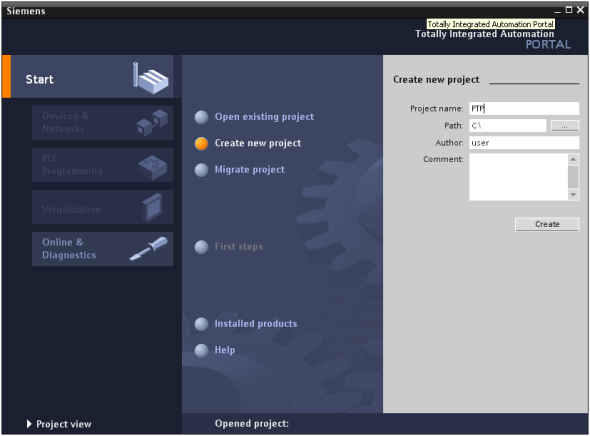
图2: 新建S7 -1200项目首先需要选择“Create new project”选项,然后在“Project name:”里输入PTP;在“Path:”修改项目的存储路径为“C:”;点击“Create”,这样就创建了一个文件PTP的新项目。创建后的窗口如下图所示:
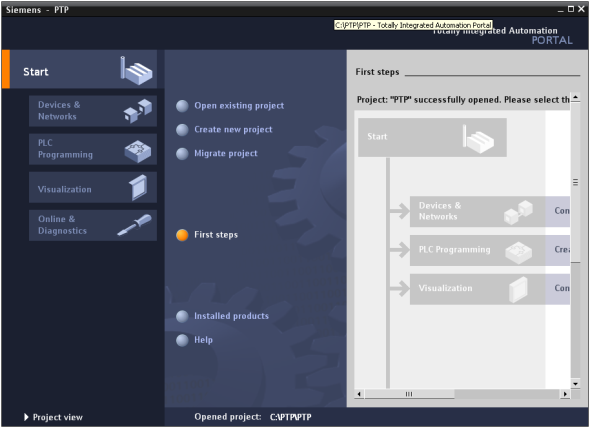
图3: 新建项目后点击门户视图左下角的“Project View”切换到项目视图下,如下图:
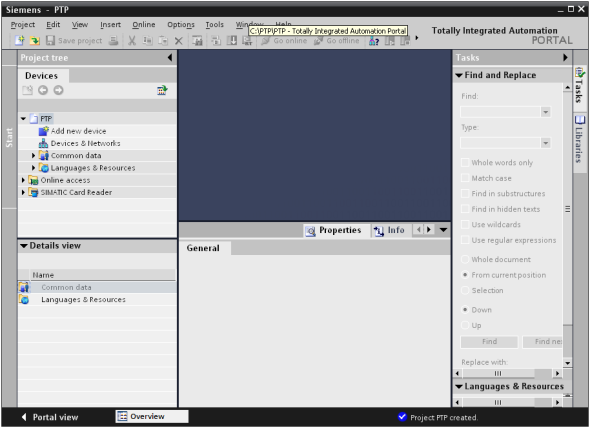
图4: 切换到项目视图打开后,在“Devices”标签下,点击“Add new device”,在弹出的菜单中输入设备名“PLC_1”并在设备列表里选择CPU的类型。选择后如下图:
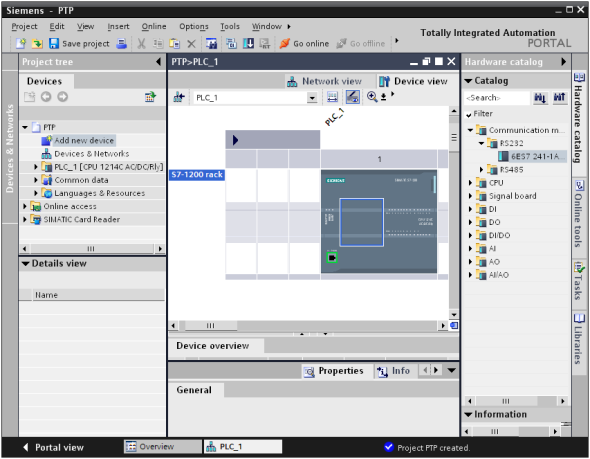
图5: PLC硬件组态插入CPU后,点击CPU左边的空槽,在右边的“Catalog ”里找到“Communication”下的RS232模块,拖拽或双击此模块,这样就把串口模块插入到硬件配置里,接下来就需要配置此RS232模块硬件接口参数,选择RS232模块,在其下方会出现该模块的硬件属性配置窗口, 在属性窗口里有两个选项,一个是“general”;一个是“RS232 interface”。在“General”里包括了此模块的“项目信息”和“订货信息”;而在“RS232 interface”里包括“项目信息”、“端口的配置”、“发送信息的配置”、“接收信息的配置”和“硬件识别号”。在这里我们选择“RS232 interface”,在“端口”配置的选项里,进行端口的参数配置,
波特率为:9600 ;
校验方式:无 ;
数据位为:8 ;
停止位: 1;
硬件流控制:无;
等待时间: 1ms
设置参数如下图: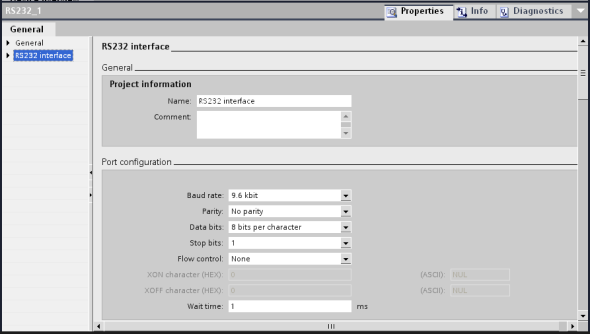
图6: RS232接口配置此时确认一下“硬件识别号”为11。
此时,完成了硬件的组态,接下来需要编写串口通讯程序,在这里我们实现两个功能:
一、 S7-1200 发送数据给超级终端;
二、 超级终端发送数据给S7-1200对于*个功能:S7-1200发送数据给超级终端,实际上是S7-1200是数据的发送方,超级终端是数据的接收方,对于S7-1200需要编写发送程序;而对于超级终端来说,只要打开超级终端程序,配置硬件接口参数与前面S7-1200的端口参数一只即可。
下面的步骤将具体介绍此功能实现的步骤:
①、在PLC中编写发送程序。在项目管理视图下双击“Device”下的程序块下的Main(OB1),打开OB1,在主程序中调用SEND_PTP功能块如下图所示:(注:SEND_PTP在指令库下的扩展指令中通讯指令下)
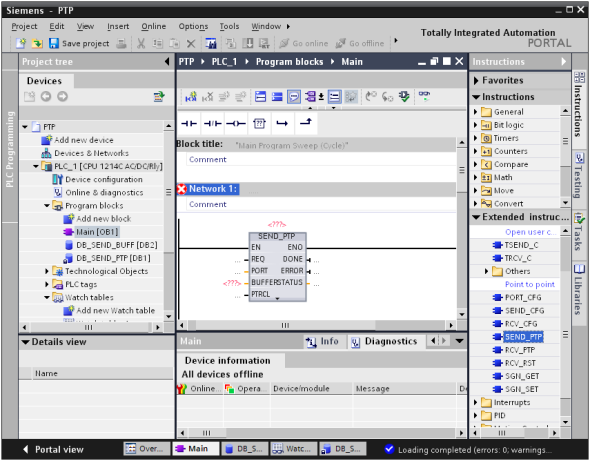
图7: 调用发送功能块要对SEND_PTP赋值参数,首先需要创建SEND_PTP的背景数据块和发送缓冲数据块 ,双击“Devices”——> “PLC_1”——>“Program Block ”——“Add new block”,在弹出的串口命名DB_Send_PTP,选择DB块,在Type后选择“SEND_PTP(SFB113)”
 化工机械设备网
化工机械设备网