 化工机械设备网
化工机械设备网








详细介绍
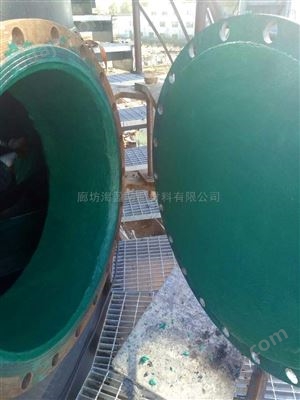
烟道内壁无溶剂环氧陶瓷胶泥防腐
1、表面打磨对表面进行干法打磨,要求除去所有外来物、松散铁鳞和其他任何可能损害金属与衬里良好结合的物质,磨后管内表面不应有任何突起高度可能大于衬层厚度50%的金属凸瘤,打磨后要用适当方法将管内所有杂物清理干净。
2、表面喷砂处理① 将所有内表面喷砂处理至达到GB/T 8923的Sa 21/2级(相当于美国标准SSPC-SP10的近白级),表面粗糙度50~80μm。② 用干净(即:经脱水、脱油)的压缩空气将管内表面残留的砂粒和灰尘吹扫干净。表面处理合格后不准再有破坏管面洁净度的任何操作,并必须在表面返锈前进行内衬。
3、表面缺陷修补如打磨后管表面显现凹坑,可用无溶剂环氧腻子修补,腻子为双组份,甲︰乙=23︰2,修补时必须保持其余管面的洁净度。待腻子固化后对其表面用砂纸打磨平整才能进行下步操作
4、表面涂底漆:对喷涂白色环氧陶瓷涂料的管子,管内表面也可涂一层环氧铁红底漆,该底漆为双组份液体环氧涂料,甲︰乙=11︰1,底漆层的干膜厚度应≥50μm。
5、内衬:将环氧陶瓷涂料的A、B组份在搅拌状态下分别加热。用喷涂机按双组份23:2的比例将环氧陶瓷涂料均匀地喷涂到保持65~70℃表面,其喷涂量应使一次喷涂的内衬层在固化后达到合同规定的厚度。在20℃以上至少保持24h,使内衬充分固化。
6、内衬质量初检:① 外观检查。目视检查,内衬层表面应平整、光滑、无裂纹、无漏涂面积。② 硬度检查。内衬层表面硬度应通过2H铅笔划痕试验。③ 膜厚检查。用磁性测厚仪检查,膜厚应达到合同要求。④ 漏点检查。使用高压电火花检测仪,用4000V或按合同规定电压检漏。按合同规定质量标准,将内衬管分为两类,一类为不合格管,退出作业线安排返工;另一类为初检合格管和允许修补管,吊到缓冲区进行缺陷修补及承口和插口涂敷作业。
烟道内壁无溶剂环氧陶瓷胶泥防腐


无溶剂环氧陶瓷涂料气泡原因解析:
起泡的原因很多,但绝大多数起泡都是涂层内含有水蒸气或溶剂而引起,看图片和工艺,可能有1)、油漆前表面可溶性盐含量高,2)、施工前后去湿、通风不够3)、表面处理差,附着力不强可溶性盐就像饼干放在空气中变酥一样喜欢吸收空气中的水分,在表面处理不好,附着力不强的情况下,把周围的水汽聚到一点,在周围环境温度变化时变成蒸汽无法逃逸。通风不好也会有活性溶剂滞留。如果油漆未*固化,泡水后也会加快起泡现象的发生。
解决建议:现针对问题,提几点施工建议,希望早日解决问题.1)、2次表面处理前,泡水清洗,至少2遍;2).、老油漆表面必须要拉透,3)、施工条件一定要控制好,检查地板温度是否达标.施工时也可使工人有好的施工环境,避免2次污染(汗液).4)、喷涂时,对地板进行保护.地板喷涂前,对地板再次清洁.5)、油漆施工后,在固化的过程中仍然要提供好的条件.

 化工机械设备网
化工机械设备网