 化工机械设备网
化工机械设备网产品简介
AH、AHP、HP、M、H、HH型泵,亦可称为重型渣浆泵。由于该型泵具有较厚的承磨件并配重型托架,故适于输送强磨蚀,高浓度渣浆或低浓度高扬程渣浆,在泵的Z大允许工作压力范围之内,可以多级串联使用。其中HH型泵适用于输送低浓度高扬程渣浆或高浓度低磨蚀的高扬程渣浆。以上几种型式的泵亦可用于有一定磨蚀性的渣浆。 250/200R-M(R)分数渣浆泵
 |
河北高通泵业有限公司 |

250/200R-M(R)分数渣浆泵
河北高通泵业有限公司:/。
★产品概述:
卧式渣浆泵为悬臂离心式渣浆泵,适用于输送磨蚀性或腐蚀性渣浆,被广泛应用于冶金、矿山、石油、化工、煤炭、电力、交通,河流疏浚,建材及市政工程等部门。其结构特点,按使用范围可分为以下几种型式:
1、AH、AHP、HP、M、H、HH型泵,亦可称为重型渣浆泵。由于该型泵具有较厚的承磨件并配重型托架,故适于输送强磨蚀,高浓度渣浆或低浓度高扬程渣浆,在泵的zui大允许工作压力范围之内,可以多级串联使用。其中HH型泵适用于输送低浓度高扬程渣浆或高浓度低磨蚀的高扬程渣浆。以上几种型式的泵亦可用于有一定磨蚀性的渣浆。
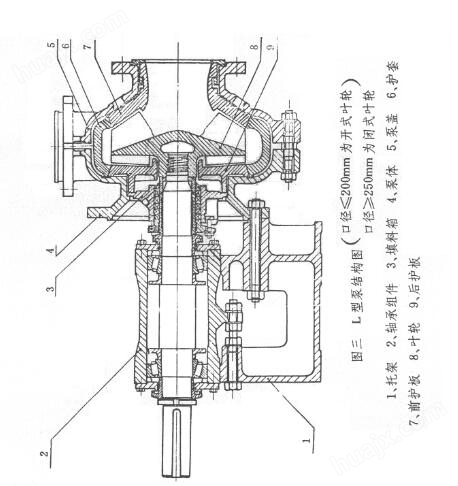
2、L型泵,亦称为轻型渣浆泵。与重型渣浆泵相比,该型泵转速越高,体积小,重量轻,适用于输送细颗粒,低浓度的渣浆或腐蚀性渣浆。输送浆体的重量浓度一般不超过30%,亦可用于输送高浓度低磨蚀性渣浆。
3、D型挖泥泵及G型砂浆泵,该型泵具有较大的过流通道,适用于输送砂砾,泥浆及固体颗粒较大的渣浆。
4、AHR、LR、MR型泵,该泵过流部件为橡胶材料。其泵体、泵盖及传动部件等与AH、L、M型泵通用。适用于输送细颗粒及腐蚀性渣浆。
★型号意义:
10/8ST-AH
10----进口直径10英寸
8-----出口直径8英寸
ST----ST型托架
AH----AH型泵(重型渣浆泵)
AH、M型泵:
对高浓度,强磨蚀性渣浆流量范围为40~80%
对中浓度,中磨蚀性渣浆流量范围为40~*
对低浓度,低磨蚀性渣浆流量范围为40~120%
HH型泵:
对中浓度,中磨蚀性渣浆流量范围为40~80%
对低浓度,低磨蚀性渣浆流量范围为40~*
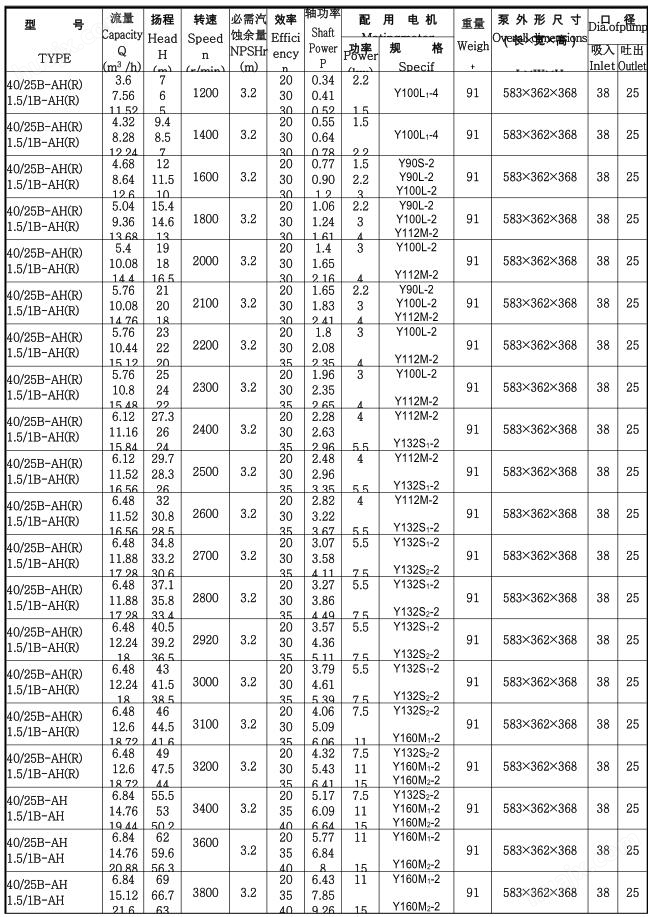
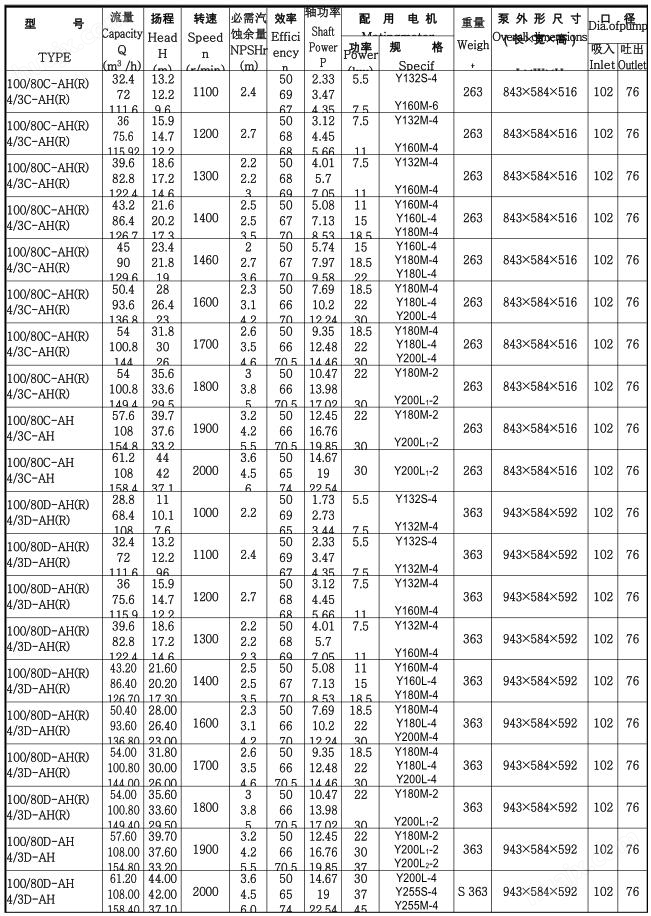
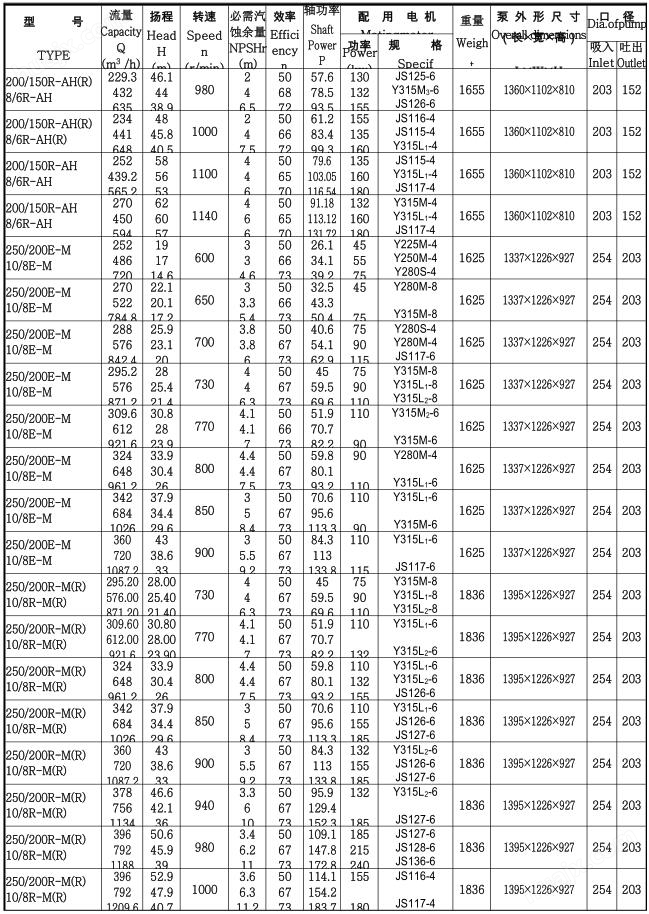
★规格参数:
★结构说明:
AH、AHP、HP、M、H、HH型泵结构图见图一AHR、MR、LR型泵结构图见图二L型泵结构图见图三D、G型泵结构图见图四 以上各种形式卧式渣浆泵除泵头部分(包括泵体、泵盖、叶轮等)结构不同外,其余部分结构相似,采用同一系列的传动部分。下面按泵头部分、轴封部分及传动部分,分别叙述其结构特点。
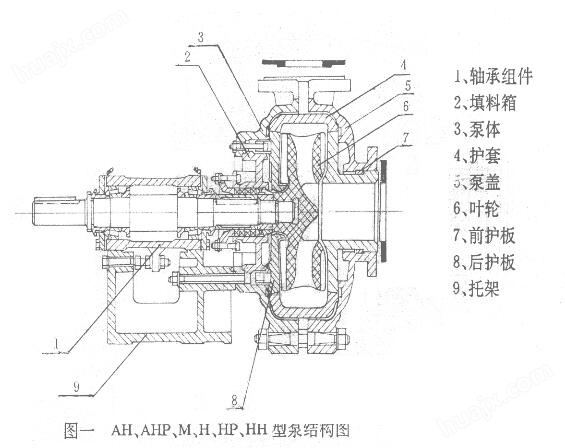
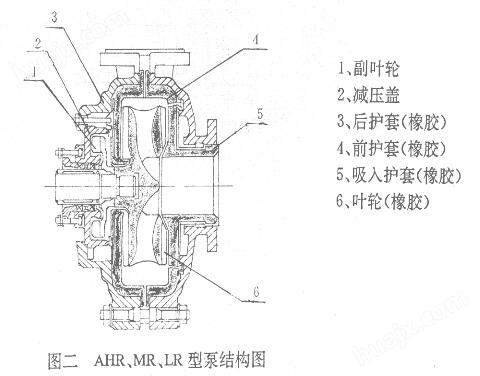
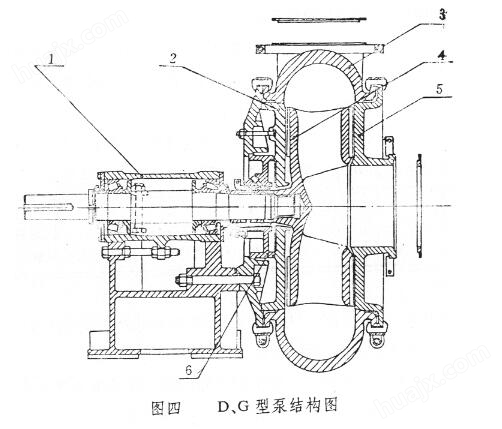
1.泵头部分 L、M、AH、AHP、HP、H、HH型泵为双泵壳结构,即泵体、泵盖带有可更换的耐磨金属内衬(包括叶轮、护套、护板等)。泵体、泵盖根据工作压力采用灰铸铁或球墨铸铁制造,垂直中开,用螺栓连接。泵体有止口与托架用螺栓连接。泵的吐出口可按八个角度旋转安装。叶轮前后盖板带有背叶片以减少泄漏及提高泵的使用寿命。 AHR、LR、MR型泵亦为双泵壳结构,泵体、泵盖带有可更换的耐腐蚀橡胶内衬(包括叶轮、前护套、后护套等)。泵体、泵盖与AH、L、M型泵的泵体、泵盖通用,其传动部分及安装形式与AH、L、M型泵相同。 D、G型泵为单泵壳结构(即不带内衬)。泵体、泵盖和叶轮均采用耐磨金属制造。泵体、泵盖的连接采用特殊的夹紧结构,泵出口方向可任意旋转,安装拆卸方便。各型泵进口均为水平方向,从传动方向看泵为顺时正方向旋转。
2.轴封部分 轴封有两种型式,副叶轮轴封及填料轴封。
(1)、副叶轮轴封:在泵进口正压力值不大于泵出口压力值10%时的单级泵或多级串联的*级泵,可以采用副叶轮轴封,副叶轮轴封具有不需要轴封水,不稀释矿浆,轴封效果好等优点。
(2)、填料轴封:填料轴封结构简单,维修方便,但须使用轴封水,对于不适于用副叶轮轴封的工况可采用填料轴封。
3.传动部分 各种卧式渣浆泵均采用同一系列的传动部分,包括托架和轴承组件,泵轴直径大,刚性好,悬臂短、在恶劣的工况下不会弯曲和振动,轴承根据传递的功率不同选用重型单列或双列圆锥滚子轴承及圆柱滚子轴承,能够承受泵的zui大轴向及径向载荷,轴承采用油脂润滑,轴承体两端有密封端盖,迷宫套及迷宫环,能有效防止矿浆等污物进入轴承,保证轴承能安全运行,具有较高的寿命。
★装配注意事项:
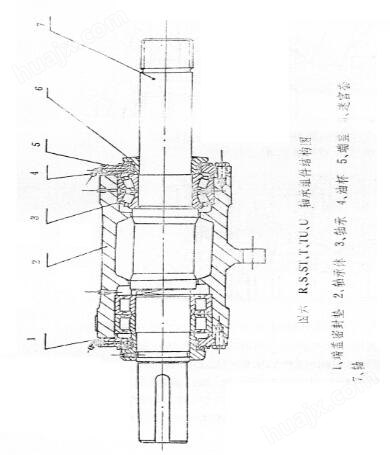
1、轴承组件装配(见轴承组件轴承图五、图六) 装配时预热轴承内圈,温度不允许超过120℃,轴承内圈必须靠紧轴肩或黄油挡圈。对于双列圆锥滚子轴承,其内圈、外圈、定位套等是成套组件,不允许与同类轴承的相应零件互换。 对于A、B、C、D、E、F、G型轴承组件,采用单列圆锥滚子轴承,装配时用调整轴承端盖处的垫来保证轴向间隔,轴向间隔值应符合下表:

对于R、S、ST、T、TU、U轴承组件,泵端采用的是双列圆锥滚子轴承,由于轴承本身已保证了轴向间隙、故不需调整轴向间隙。 轴承装配时注意加入适量的轴承润滑脂,轴承端盖处密封采用迷宫环和迷宫套,安装迷宫环时注意豁口在直径方向上相对布置。 轴承润滑脂建议采用锂基润滑脂2#或3#。装配时加润滑脂量可参照下表:
单位克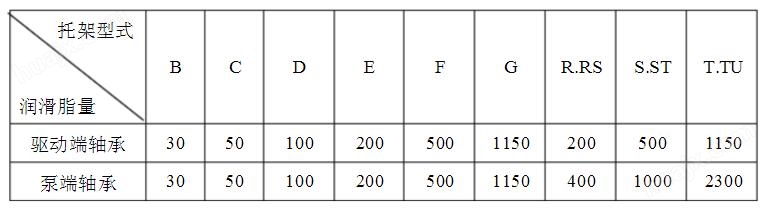

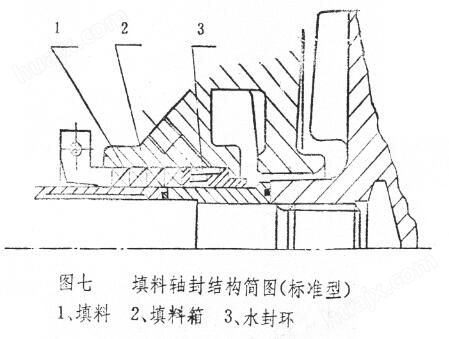
2、填料轴封组件的装配 填料轴封组件包括填料箱,轴套,定位套、密封圈、填料、填料垫、水封环及填料压盖等零件,水封环分两种结构,安装图见图七图八。图七为标准安装型式。在泵吸上使用时可选用图八的安装方式。安装时注意轴套及定位套间的密封圈必须安装在正确位置。 填料的选择:当泵的工作压力在1MPa(10kgf/cm2)以下时一般采用石棉纤维浸云母的填料,压力高于1MPa(10kgf/cm2)或泵送腐蚀性渣浆时采用石棉纤维浸聚四氟乙烯的填料。

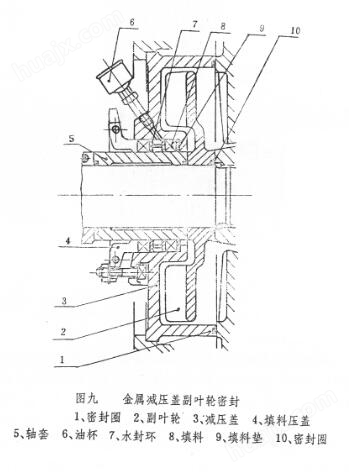
3、副叶轮轴封组件的安装(见图九、图十) 副叶轮轴封组件包括副叶轮,减压盖、轴套、定位套等零件,采用橡胶减压盖时用唇口密封圈和唇口密封压盖,采用金属减压盖时用填料、填料垫、水封环和填料压盖,用户根据使用条件不同可进行选择,组装时注意各密封圈的位置必须安装正确。

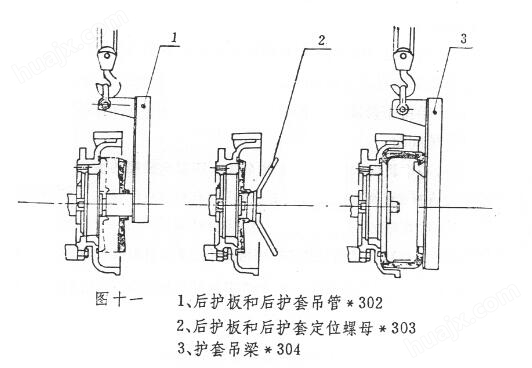
4、泵头部分组装 在泵体内装入密封圈,再用后护板定位螺母装上后护板、叶轮、再装护套,然后用螺栓及固定压板将护套压在泵体上,zui后装前护板、泵盖、橡胶衬里泵则应将前护套先装入泵盖,拧紧螺栓,再将泵盖与泵体合装,装胶件时为便于装配可在配合面处涂肥皂水或橡胶润滑液,装配时须注意各密封垫须放在正确位置并压紧,为保证各零件的相互正确位置及便于装配,可选用后护板和后护套吊管*302,后护板和后护套定位螺母*303及护套吊梁*304装配工具,使用方法见示意图十一。
5、对于大功率的R、S、ST、T、TU、U轴承组件的泵带有拆卸环,拆卸时应先拆卸其上的三个内六角螺栓,将其拧入拆卸环上的另三个螺孔中,从轴上顶起拆卸环的三个环块,然后才能松开叶轮。
★运 转
1、起动: 起动前应按下列步骤检查整个机组。
(1)泵应安放在牢固的基础上,以承受泵的全部重量消除振动,拧紧全部地脚螺栓。
(2)管路和阀门应分别支撑。泵法兰处有密封垫、拧紧联接螺栓时应注意有的泵金属内衬高出法兰,此时螺栓不应拧的过紧,以免损坏密封垫。
(3)用手按泵转动方向转动轴、轴应能带动叶轮转动、不应有摩擦,否则应调叶轮间隙。
(4)检查电机转向,要保证泵按泵体上所标出的箭头方向转动,注意泵不允许反向转动,否则叶轮螺纹会脱扣,以致造成泵的损坏。
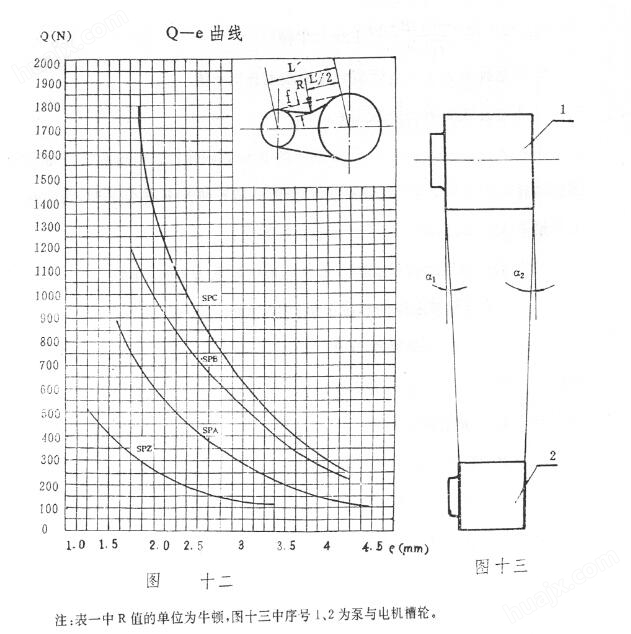
(5)直联传动时,泵轴和电机轴应精确对中,皮带传动时泵轴和电机轴应平行,并调整槽轮位置,使其与槽带垂直,以免引起剧烈的振动和磨损。对SPA与型及SPB与型槽轮配组使用时应调整槽轮到达图十三中α1=α2的SPBSPASPC SPB 要求。
(6)在泵的吸入管处应装配一段可拆卸的短管,其长度应足以拆开泵盖和更换易损件,便于泵的检修,其长度见各泵的外形尺寸图。
(7)轴封检查:副叶轮轴封的泵、由于其停车密封结构的不同,故当减压盖上装有油杯时,则需通过油杯加润滑脂,润滑脂*用钙钠基润滑脂。 填料密封泵应在起动前打开轴封水并检查轴封水量、水压是否合适,调节填料压盖压紧螺钉,以调节填料的松紧程度,调节轴封水,从填料压盖处的泄漏量一滴滴渗出为好,填料太紧,轴套易发热,同时耗费功率,填料太松则液体泄漏量太大。轴封水压一般高于出口压力3.5X10-2Mpa(0.35kgf/cm2),轴封水量一般建议按下表:

2、运转:
(1)运转中应定期检查轴封水的压力和流量及时调节填料压盖或更换填料。以保证始型号SPASPBSPCSPZR609012030m 0.12 0.20 0.38 0.0812 终有少量的清洁水通过轴。
(2)定期检查轴承组件运转情况。开始运转时若轴承发热,则可停泵待轴承冷却后,再次进行运行。若轴承仍严重发热、温度持续上升,则须拆检轴承组件,检查原因。一般轴承发热多是由于润滑油过量或油中有杂质引起的,轴承润滑脂量要适当、清洁,要定期添加润滑脂。
(3)泵性能随着叶轮与护板间隙的增大而变换、效率降低,故应及时将叶轮向前调整,以保证一定间隙,使泵能保持在高效率运行,当泵磨损到不能满足系统需要时,应更换易损件。
3、停泵:
停泵前应尽可能使泵抽送一会清水,以清洗流经泵内的渣浆,然后依次关闭泵、闸门、填料轴封水。
★维护保养:
要使泵安全运行,必须注意日常的维护,维护保养应注意以下几个方面:
1、轴封的维护: 填料轴封泵要定期检测密封水压和水量,要始终保持少量清洁水沿轴流过,定期调填料压盖,检查填料并定期更换填料,轴封水压,轴封水量应符合上述(轴封检查)的要求。 装有油杯的副叶轮轴封泵,应定期用油杯注油,以润滑内部的填料或唇口密封圈。
2、叶轮的调节: 为了保证泵高效运转,就必须及时调整叶轮与前护板的间隙,金属内衬泵叶轮与前护板间隙在0.5-1mm之间,橡胶内衬泵叶轮与前后护套之间的间隙要相等。调节叶轮间隙时首先停泵,松开压紧轴承组件的螺栓,拧调整螺栓上的螺母,使轴承组件向前移动,同时用手转动轴按泵转动方向旋转,直到叶轮与前护板摩擦为止,对于金属内衬泵则将前面刚拧紧的螺母放松半圈。再将调整螺栓上前面的螺母拧紧,使轴承组件后移,此时叶轮与前护板间隙在0.5-1mm之间,对于橡胶内衬泵则通过拧调整螺栓上的螺母,使轴承组件先向前移动,使叶轮与前护套接触,再使轴承组件向后移动,使叶轮和后护套接触,测出轴承组件总的接触距离,取此距离一般作为叶轮与前后护套的间隙,再用调整螺栓调节轴承组件的位置,保证叶轮与前后护套的正确间隙值。调整后,在再次起动前,须重新检查叶轮转动是否正常,轴承组件压紧螺栓与调整螺栓是否拧紧,然后再起动泵。
3、轴承润滑: 轴承组件在装配时,若装配正确、润滑油适量、维修及时,运转寿命会较长,维修人员应定期检修轴承组件,检查轴承及润滑脂的情况,检修间隔一般不超过12个月。在运转中须定期添加润滑脂,间隔时间及注入的量与泵的转速、轴承规格、连续工作时间、泵的停开次数、周围环境和运转温度等许多因素有关,而且润滑脂过量会引起轴承发热,因此须逐渐积累经验,合理及时地加润滑脂,在一般情况下可参考下表。
4、备用泵应每周将轴转动1/4圈,以使轴承均匀地承受静载荷和外部振动。


250/200R-M(R)分数渣浆泵 250/200R-M(R)分数渣浆泵 250/200R-M(R)分数渣浆泵 250/200R-M(R)分数渣浆泵
2017.8.21